チップソーの基本
こちらではチップソーについての名称や角度の意味など、
基本的な知識をお伝えいたします。
チップソーの各種名称
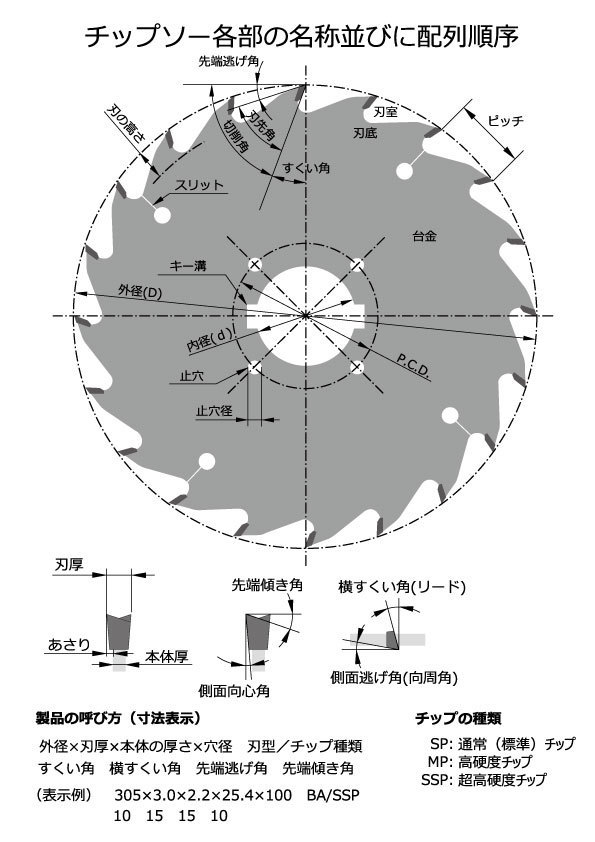
※チップの種類における名称は、弊社独自のものです。
角度の目的
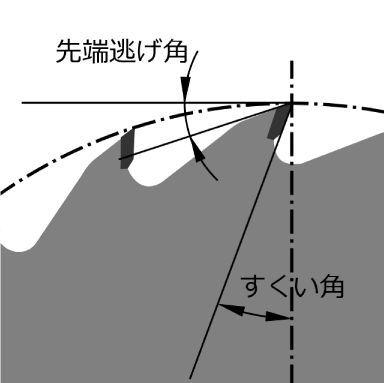
先端逃げ角:
逃げ面と挽き溝の底との摩擦接触を避けるために設ける角度です。
すくい角:
切れ味、切削抵抗に影響を与える角度です。
大きくすると切削抵抗は小さくなりますが、
すくい角を大きくすることで刃先の角度は小さくなります。
刃先の角度が小さくなるにつれ、刃先の強度は弱まります。
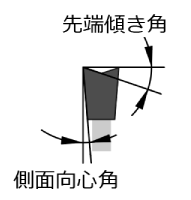
先端傾き角:
挽き溝の底において、切削抵抗の軽減や食い込みの引っ掛かりをなくすための角度です。
側面向心角:
側面逃げ角によってチップの側面は逃がされているので
この角度の大小は、切削作用に大きな影響はありません。
ただし大きくすると横の力に対して敏感になり、切削肌が悪くなります。
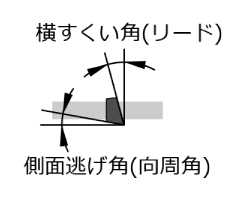
横すくい角:
挽き溝の側面の切削性を向上させるための角度です。
切削抵抗に影響を与えます。
側面逃げ角:
チップと挽き溝との側面の接触を避けるための角度です。
大きくすると挽き溝との側面の摩擦が少なくなり、切削抵抗が軽減されます。
弊社チップソーの刃型一覧
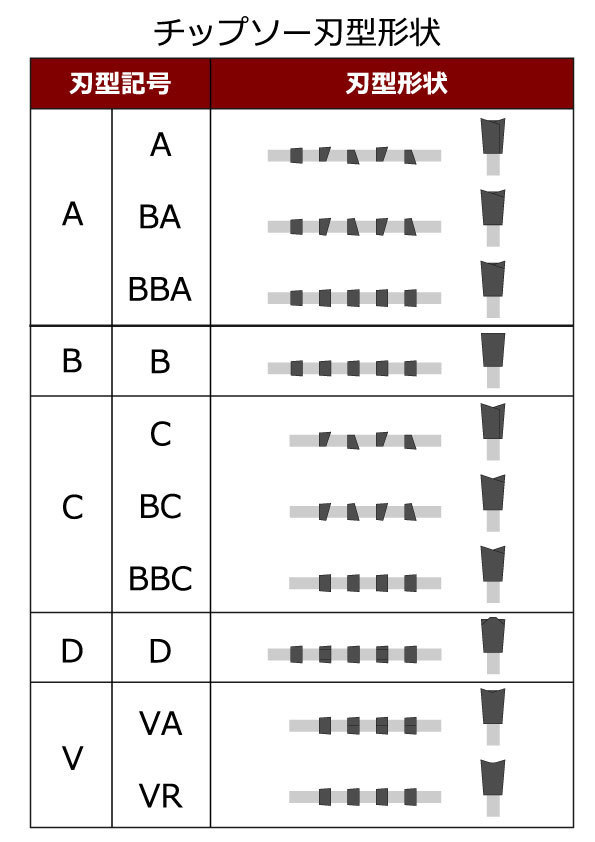
A型:
平刃(心刃)と毛引き刃を、3刃または5刃1組とした複合刃型です。
縦横兼用刃ともいいます。
木材など繊維質が混在するものや厚材の加工などに適応します。
B型:
全刃が平刃で構成されているタイプで、各種刃型の原型です。
繊維の方向性が目立たないものや、非常に硬い材料などに適応します。
C型:
毛引き刃が交互に働くように、千鳥に配列された刃型です。
薄いものや、合成樹脂系、また破損しやすい材料にも適応します。
D型:
平刃と山刃が交互に配列された刃型です。
安定した切削ができ、切削音が静かです。
アルミ、難削材などに適応します。
各種金属系材料または硬質な無方向性繊維質の材料にも使用されます。
V型:
1刃で両毛引きを備えた刃型です。
こちらはダイヤモンドチップソーのみの刃型で、
刃先の破損が心配なガラスエポキシ樹脂や
難切削材(パーチ、MDFなど)、人工大理石などに適応します。